12-дюймовые токарные станки

Главное — крутящий момент
Это просто: если на станке можно обрабатывать детали диаметром 300 мм, вы сможете выточить большую чашу. Все шесть испытанных нами моделей подходят для работы с заготовками такого диаметра, но некоторые позволяют делать это в два или три раза быстрее благодаря большему крутящему моменту. Максимальный диаметр заготовок для Delta 46-460 и Jet 1221 VS -318 мм, а для Rikon 70-220VSR — 324 мм. В наших испытаниях они работали без перегрузок даже при агрессивном точении, когда мы делали отрезным резцом широкие канавки в твердой кленовой древесине.
Модели General International 25-200 и Penn State Turncrafter Commander также способны справиться с этими задачами, но их приводные ремни нередко проскальзывали при точении кленовых заготовок и 300-миллиметровой чаши из сырой древесины, когда мы пытались снимать резцом много материала, как на других моделях станков. Teknatool Nova Comet II также замедлял вращение при точении кленовых заготовок, но лучше справлялся с точением чаш. Причины этого заключаются в разной конструкции ременного привода, передающего мощность от электродвигателя к шпинделю. Если вы планируете преимущественно точение в центрах, нехватку крутящего момента при низких оборотах можно компенсировать, просто увеличив частоту вращения, когда нужно обточить заготовку. Но при работе с заготовками диаметром 150 мм и более, закрепленных на планшайбе или в четырёхкулачковом патроне, которые должны вращаться медленно, требуется значительно больший крутящий момент.

А как насчет вибрации?
Не стоит считать вибрацию только раздражающим фактором при точении. Сильная вибрация может стать причиной порчи заготовки. Все испытанные нами станки вибрировали при работе, пока мы не закрепили их на верстаке. У моделей Delta, General International, Penn State и Rikon станина имеет ножки с выступающими фланцами, которые легко зафиксировать струбцинами. А у станков Jet и Nova в ножки из литого чугуна ввернуты резиновые подпятники, которые лучше удалить, чтобы привернуть станок к столу или широкой доске, если для временного крепления вы будете пользоваться струбцинами. Но даже несмотря на жесткое крепление, станки Rikon (умеренно) и Jet (значительно) продолжали вибрировать, когда мы обрабатывали заготовки на планшайбе или в патроне. Вероятно, причина этого заключается в слишком узком буртике на шпинделе каждой из этих машин (после перестановки этих же заготовок на другие станки вибрация не возникала). Представитель компании Jet Барри Швайгер уверяет, что у следующих серий модели 1221VS диаметр буртика на шпинделе будет больше.

Плавная регулировка делает настройку удобнее
У шести станков частоту вращения шпинделя можно регулировать плавно в каждом из двух или трёх диапазонов, что определяется количеством пар шкивов. Переставив ремень с одной пары шкивов на другую, можно изменить диапазон. Удобнее всего это делается у модели Jet, а у остальных моделей доступ к шкивам или натяжному устройству более труден. Выбрав скоростной диапазон, вы регулируете частоту вращения, просто поворачивая ручку. Легко и просто, но у станков Jet, General International, Penn State и Rikon дополнительно имеется цифровой дисплей для более точной настройки. Мы измеряли действительную частоту вращения шпинделя с помощью цифрового и механического тахометров и обнаружили, что только у Jet показания дисплея соответствуют реальным характеристикам, а у других шпиндель вращался примерно на 10% быстрее, чем было указано на дисплее. Для чернового обтачивания больших заготовок, закрепленных в патроне, желательно иметь возможность установки частоты вращения 300 об/мин и менее, а если вы предпочитаете заниматься отделкой готовых изделий, не снимая их со станка, они также должны вращаться как можно медленнее, чтобы брызги не летели во все стороны. Это позволяют делать все модели станков, кроме Penn State. (Минимальная частота вращения у модели General International — 315 оборотов в минуту, но мы считаем её приемлемой.)
У всех станков, кроме Penn State, имеется реверс, позволяющий изменить направление вращения для более эффективной ручной шлифовки. Но если вы преимущественно пользуетесь шлифмашинами, реверс вам не потребуется.


 Необходим крепкий подручник
Необходим крепкий подручник
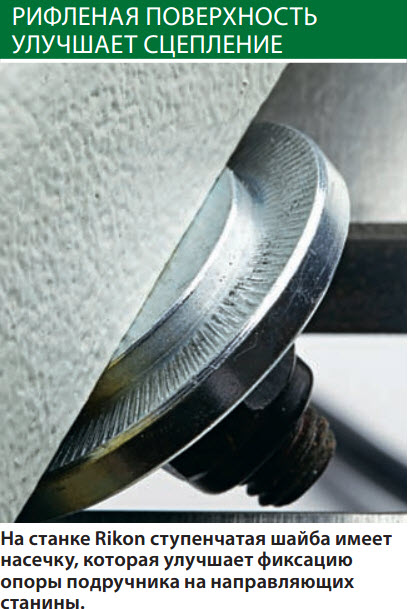
Для безопасного и аккуратного точения подручник и его опора должны надёжно фиксироваться. Этому требованию соответствуют все модели, кроме Nova и General International, (у General при работе нередко сдвигается опора, а у Nova часто ослабляется фиксация подручника).
Для работы с заготовками разной формы и размеров лучше иметь два подручника: длинный (250-300 мм) и короткий (150 мм). Станки Delta, Jet и Penn State комплектуются двумя подручниками, General International — только длинным, a Nova и Rikon — только коротким. (Для всех трёх моделей можно купить дополнительный подручник отдельно.)
Две роли задней бабки
При точении в центрах передний и задний центры должны быть точно установлены вдоль одной оси. В противном случае трудно избежать биения, особенно если заготовка тонкая или длинная. У всех моделей, кроме Penn State, имеется возможность регулировки положения задней бабки в небольших пределах.
Задняя бабка служит не только для поджатия заготовки к переднему центру. Она также используется для сверления вдоль оси точения. Вставив в пиноль вместо вращающегося центра сверлильный патрон со сверлом, вы можете поворачивать ручку-маховичок, подавая сверло к вращающейся заготовке, например, если нужно сделать полость в настольной перечнице или солонке. Чтобы сделать отверстие глубже, чем позволяет максимальный вылет пиноли, необходимо переместить вперёд заднюю бабку и продолжить сверление. Мы предпочитаем пиноли с глухим пазом, не дающим пиноли полностью выйти из направляющего отверстия. Такую пиноль имеют станки Delta, Nova, Penn State и Rikon. Вращающиеся центры (подвижная часть которых вращается на внутренних подшипниках) выпускаются во множестве разновидностей. Мы предпочитаем те, у которых острие можно вынуть для замены, чтобы можно было легко заменить только сам конус, а не покупать целиком новый центр. Такие вращающиеся центры входят в стандартную комплектацию станков Delta, General International, Jet и Rikon. Три разновидности вращающихся центров показаны на фото.

Интуитивная индексация
У всех моделей станков имеется возможность индексации (деления окружности на части) с помощью фиксации шпинделя в нескольких положениях. Это требуется, например, если на заготовке нужно вручную или механическими способами сделать дополнительные элементы, такие как орнаменты, желобки-каннелюры или гнёзда для соединений. Фиксируя шпиндель через одинаковые угловые интервалы, вы можете быть уверенными в равных расстояниях между элементами на детали. Модели Delta, Jet, Penn State и Rikon имеют 24 фиксированных положения шпинделя, и пользоваться этой функцией удобнее всего на станке Delta. У Nova (12 положений), у General International (36 положений) это реализовано не слишком удобно.










